
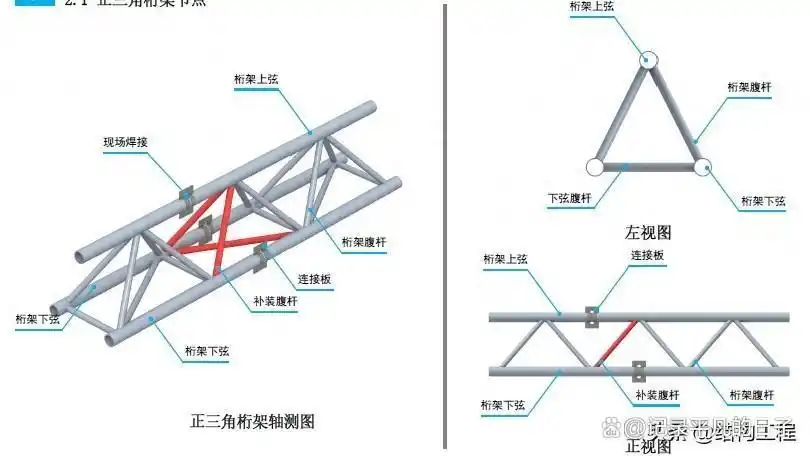
1、正三角桁架节点
说 明1:
1.组装时先定位桁架下弦的两个钢管,然后用钢管间的连接钢板和钢管进行连接固定。然后依次组装上弦杆和上下弦之间的空间腹杆,组装时不得强制就位和修改杆件,定位焊是宜在杆件过渡区内实施点焊连接,以便杆件拆卸和减少对相贯面坡口的影响;
2.水平及侧向腹杆可在调整过程中逐步就位。调整时先用激光经纬仪辅以钢卷尺调整并固定平面投影坐标位置,然后用水准仪按坐标高低控制调整各控制节点的高差,然后用划线、定位模板、及相贯面确定节点位置。如此反复调整每个控制节点至准确后,再进行点焊固定,待点焊定位节点复核正确后即可正式施焊。
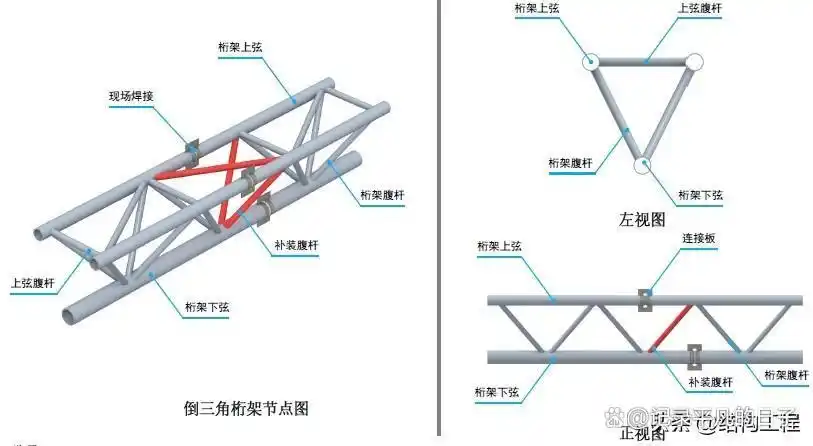
2、倒三角桁架节点
说 明2:
1.倒三角桁架节点施工流程:上下弦杆安装→校正定位→焊接上下管桁架→腹杆安装→马板拆除;
2.在某一施工区域框架形成后,应对上下弦杆的水平度偏差,控制的标高等进行全面调整,使其达到规定标准;
3.焊接完成后,对构件进行全面测量,记录单元实测数据,确保下一节构件安装的预控数据;
4.钢管构件应有预防管内进水、存水的构造措施,严禁钢管内存水。
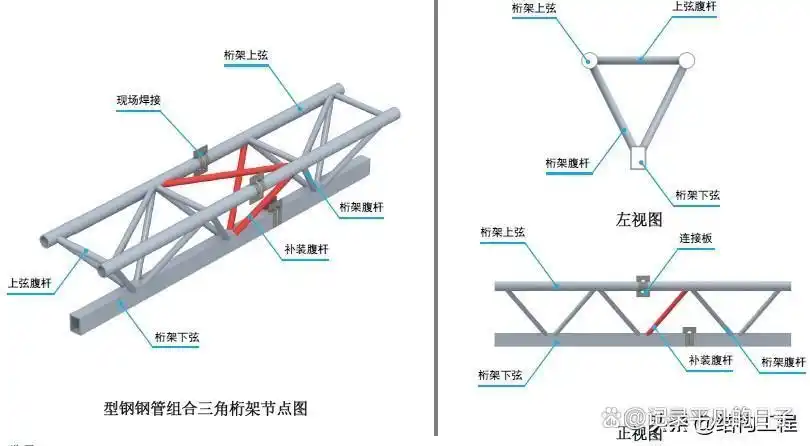
3、型钢钢管组合三角桁架节点
说 明3:
1.型钢钢管组合三角桁架节点施工流程:上下弦杆安装定位→焊接上下管桁架→腹杆安装→马板拆除;
2.相贯节点方矩管端部表面不得有裂纹缺陷;
3.腹杆制定合理的焊接顺序,确保不漏焊隐蔽焊缝且焊接方法满足设计要求
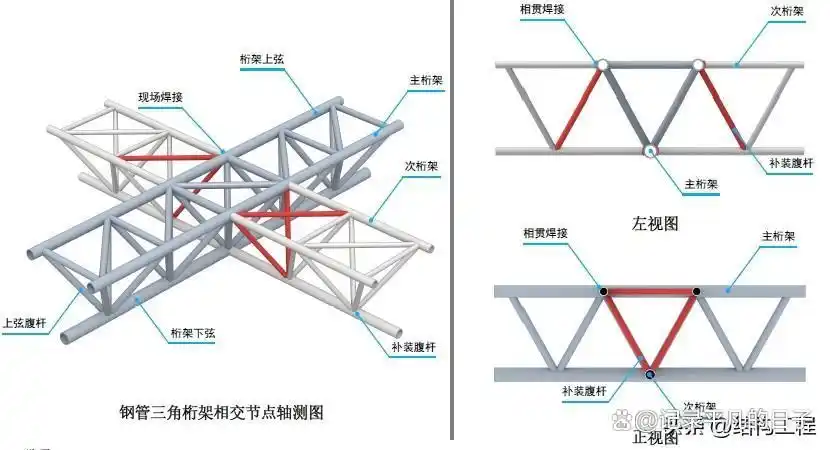
4、钢管三角桁架相交节点
说 明4:
1.钢管组合三角桁架交叉节点施工流程:主桁架安装→次桁架定位安装→腹杆安装→焊接→打磨除锈→涂装;
2.在某一施工区域框架形成后,应对上下弦杆的水平度偏差,控制的标高等进行全面调整,使其达到规定标准;
3.焊接完成后,对构件进行全面测量,记录单元实测数据,确保下一节构件安装的预控数据;
4.钢管构件应有预防管内进水、存水的构造措施,严禁钢管内存水。